鋁合金生產(chǎn)工序簡單,操作方便,效率高,易實現(xiàn)自動化生產(chǎn) ,鋁合金壓鑄機(jī)的金屬液由壓室直接進(jìn)入型腔,金屬消耗少,溫度波動范圍小,壓鑄工藝穩(wěn)定。壓鑄金屬液在密閉通道中進(jìn)入型腔,雜質(zhì)不易帶人,壓鑄件質(zhì)量好。同時,因壓鑄比壓較低,壓室和沖頭、噴嘴等長期浸在金屬液中,易受浸蝕,影響使用壽命,并易增加合金中的含鐵量。對于易燃燒的低熔點(diǎn)合金壓鑄,如鎂合金,可將堝密封,并通入惰性氣體保護(hù)合金液,防止其氧化或燃燒。熱室壓鑄機(jī)目前大多用于壓鑄鋅合金等低熔點(diǎn)合金鑄件,但也有用于壓鑄小型鋁、鎂合金壓鑄件。
鋁合金壓鑄件的結(jié)構(gòu)工藝要素
壓鑄件的基本結(jié)構(gòu)工藝要素包括壁厚、肋、鑄孔、鑄造圓角、脫模斜度、螺紋、齒輪、槽隙、鉚釘頭、凸紋、網(wǎng)紋、文字、標(biāo)志、圖案、嵌鑄等。壓鑄件的合理壁厚取決于鑄件的具體結(jié)構(gòu)、合金性能和壓鑄工藝等許多因素。實踐證明,通常情況下,壓鑄件的力學(xué)性能隨著壁厚的增加而降低。薄壁鑄件比厚壁鑄件具有更高的抗拉強(qiáng)度和致密性,薄壁壓鑄件的耐磨性也好。壓鑄件隨壁厚的增加,其內(nèi)部b)所示氣孔和疏松等缺陷也隨之增加,故在保證壓鑄件有足夠強(qiáng)度和剛度的前提下,合理的壁厚應(yīng)設(shè)計成薄壁和均勻壁厚,否則會導(dǎo)致壓鑄件內(nèi)部組織不均勻,也給壓鑄工藝的實施增加了困難。在通常工藝條件下,壓鑄件的壁厚不宜超過4.5mm,最大壁厚與最小壁厚)所示, 之比不要大于3*1。對壓鑄件的厚壁處,為避免疏松等缺陷,應(yīng)減薄壁厚而增設(shè)加強(qiáng)。
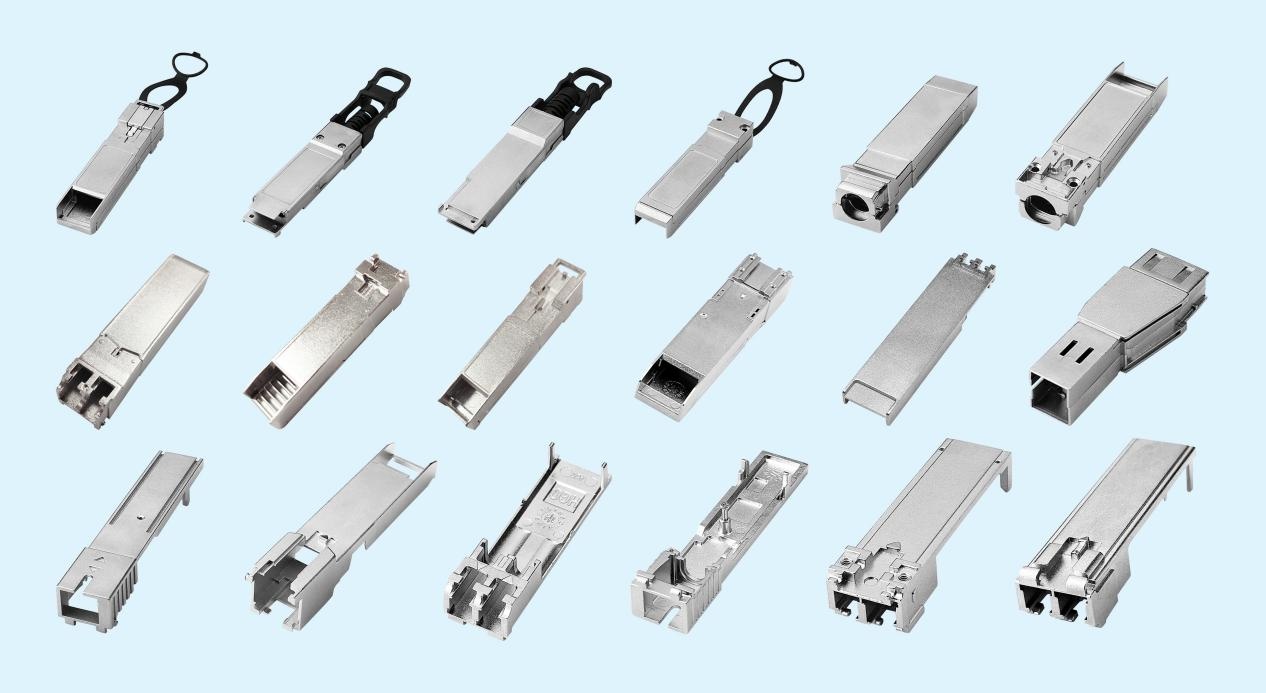
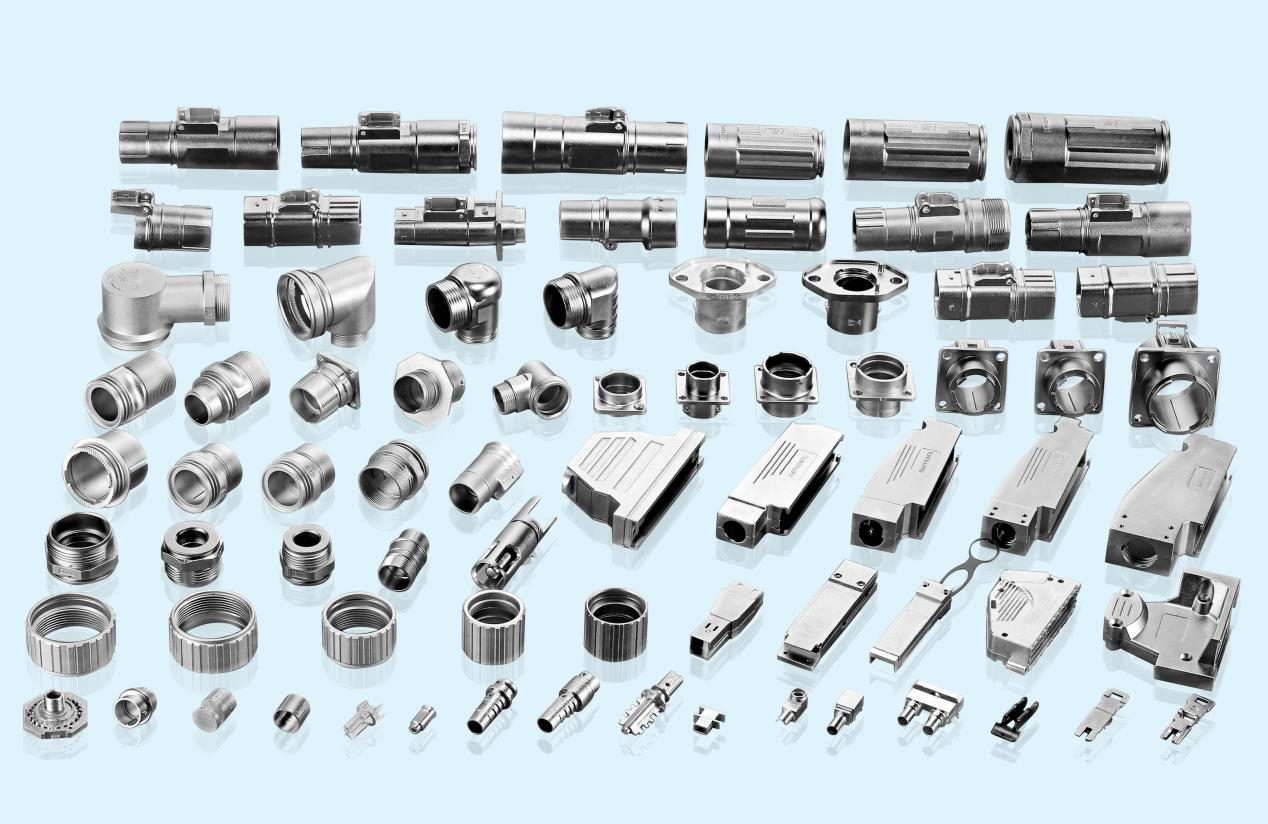
汽車配件鋁合金壓鑄件
壓鑄件的尺寸精度:尺寸精度是壓鑄件結(jié)構(gòu)工藝性的關(guān)鍵特征之一,它影響壓鑄模設(shè)計和壓鑄工藝。壓鑄件能達(dá)到的尺寸精度是比較高的,其穩(wěn)定性也很好,基本上依壓鑄模制造精度而定。造成壓鑄件尺寸偏差的原因很多,其中有合金本身化學(xué)成分的偏差、工作環(huán)境溫度的高低、合金金屬收縮率的波動、開模和抽芯及推出機(jī)構(gòu)運(yùn)動狀態(tài)的穩(wěn)定程度、模具使用過程中的磨損量引起的誤差、壓鑄工藝參數(shù)的偏差、壓鑄機(jī)精度和剛度引起的誤差、模具的修理的次數(shù)及使用期限等,而這些原因又互相交織在一起,彼此互相影響、例如,合金收縮率,就因壓鑄件的形狀、壓鑄工藝參數(shù)、合金種類、壓鑄件的壁厚的不同而異,因此,要在研究上述這些條件與收縮率的關(guān)系的基礎(chǔ)上,才能確定符合實際情況的收縮率。
壓鑄件線性尺寸公差等級的選用見表4-7和表4-8。公差帶應(yīng)對稱分布,即公差的一半取正值,另一半取負(fù)值。采用非對稱設(shè)置,應(yīng)在圖樣上注明,一般不加工的尺寸,孔取正值,軸取負(fù)值;待加工的尺寸,孔取負(fù)值,軸取正值。
 公司地址
公司地址
 公司郵箱
公司郵箱
 聯(lián)系電話
聯(lián)系電話
東莞市恩創(chuàng)精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
備案號: 粵ICP備14008964號 / 技術(shù)支持:米可網(wǎng)絡(luò) / 百度統(tǒng)計
 恩創(chuàng)微信公眾號
恩創(chuàng)微信公眾號 恩創(chuàng)抖音
恩創(chuàng)抖音






 全國服務(wù)熱線
全國服務(wù)熱線